

What I call “stratified sampling” is in part a way of sampling, but more importantly, it is a way of determining compliance with the calculated acceptance limits in a protocol. Stratified sampling can be applied to both swab sampling and rinse sampling (or possibly the combination of the two); however, for simplicity, I will use examples from swab sampling as my illustrations.
The “traditional” way swab sampling is done is to select representative sampling locations, focusing on worst-case (most difficult to clean or most likely to leave residue behind) sampling locations. Assuming the limits are calculated using a dose-based (maximum allowable carryover) calculation, then my requirement is that every sampled location must meet the calculated limit. For example, if my calculation results in a limit of 1.0 μg/cm2, then every sampled site must meet that criterion. This generally results in significant overkill in terms of total carryover, because the limiting factor in meeting my acceptance criteria is the sampling site with the highest residue value.
What is different in “stratified sampling”? One still samples the worst-case locations, but the determination of meeting the residue acceptance criterion is based on the total carryover. This, of course, assumes that the residues carried over from equipment surfaces are uniformly distributed in the next manufactured product. How can I calculate the total carryover? One way is to stratify the equipment surfaces. This can be done for an individual equipment item, or it can be done for an equipment train. For simplicity, the example I use will be for a single equipment item.
In stratifying equipment, I first define representative surface segments of the equipment, and then determine the surface area of that segment. For example, for a liquid blending vessel, I might identify these segments,
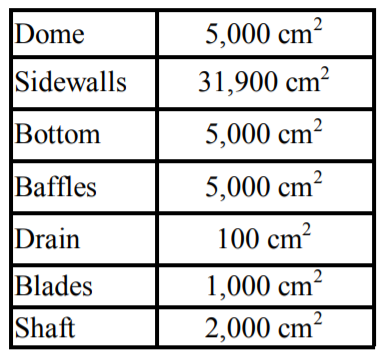
The total surface area is 50,000 cm2.
Then, during my protocol, I want to make sure I sample at least one worst-case location in each and every segment. Note that in a traditional approach, I might not sample a location on the vessel bottom. However, under stratified sampling principles, I must select a worst-case location for sampling for the tank bottom.
Then during the protocol execution, I measure residues in all sampling locations. The next step is to multiply the highest value of any swab sample for any swabbed site within a segment by the surface area of that Dome 5,000 cm2, Sidewalls 31,900 cm2, Bottom 5,000 cm2, Baffles 5,000 cm2, Drain 100 cm2 Blades 1,000 cm2, Shaft 2,000 cm2 segment. This gives me a maximum possible actual carryover for that segment. Let’s assume the measurements (in μg/cm2) in the second column below are the highest values obtained for a given segment. These values are multiplied by the surface area for that segment to give the maximum actual carryover (amount in micrograms) for each segment.
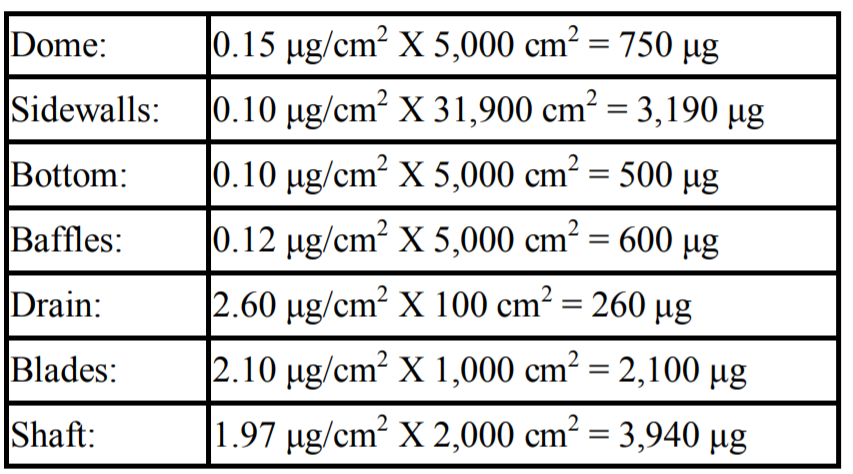
Based on these data, the maximum possible actual carryover to the next product would be the sum of all these values, or 11,340 μg. This is the value I compare to my total carryover limit (the total carryover limit is what I usually call L2). If the limit per surface area is 1.0 μg/cm2, and if the total surface area of the vessel is 50,000 cm2, then the total carryover allowed is simply the product of those two values, or 50,000 μg. Since my maximum possible actual carryover is 11,340 μg, the measured total residue is below my calculated total carryover limit, and I have met my residue acceptance criterion.
This seems like a lot of calculations; so what’s the point? Well, the point is that three of the sample locations (drain, blades, and shaft) would have failed under the traditional approach of having every sample meet the surface area limit of 1.0 μg/cm2. However, because those three locations represent such a low percentage of the total surface area, those higher results are possible without having the total carryover exceeded.
Now it is still a requirement that all surfaces be visually clean. Therefore, you can’t take this so far as to say that the measured residue for the drain was 15.2 μg/cm2, and I could still meet the calculated carryover. While it might be possible to meet the calculated total carryover limit with that high a result, it is likely that the drain would fail the visually clean criterion (since 4 μg/cm2 is a typical visual limit). So the use of stratified sampling can only take you so far.
Remember that this method can only be used if the residues from equipment surfaces are uniformly dispersed through the next manufactured product. Furthermore, it is preferably only used proactively. That is, define the segments in advance, select the worst case location(s) in each segment, and write your protocol with this approach. It is also preferable that this approach be permitted in your cleaning validation master plan or high-level policy.
The purpose of the Cleaning Memo is to present the basics of a stratified sampling approach for determining compliance with the residue acceptance criterion in a protocol. This approach, while not commonly used, is based on good science and good logic.


