

What do I mean by “batch splitting”? The idea is that you start off processing a given product in a relatively large batch size on initial equipment, then the batch is split in two or more small batches for processing separately on two or more subsequent “equivalent” equipment items, and then those smaller “partial” batches may be recombined for further processing on one or more final equipment items. How are things like batch sizes and surface areas handled in a typical carryover calculation?
It may seem complex, but depending on the conditions, it can be a very simple adjustment. I’ll first cover what is done in a relatively simple case, such as when the batch is split equally in half, and after being processed in two separate (but equivalent) equipment items, is subsequently processed together and blended for uniformity.
Here is a schematic of this processing for equipment items A, B1, B2, and C:
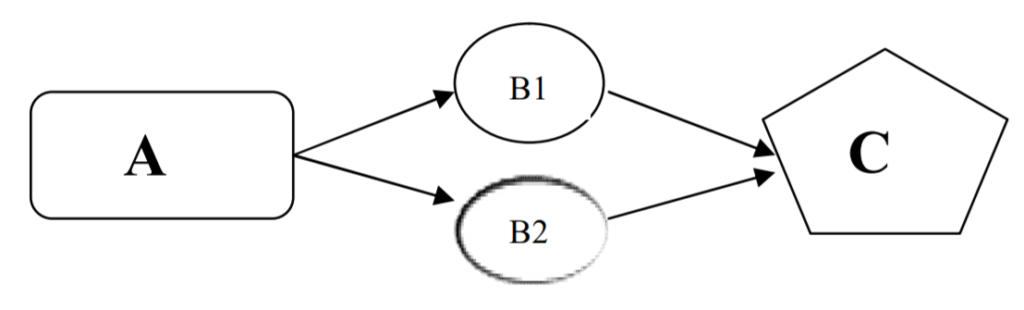
Let’s also assume that the total batch size is M kg, and that M kg are processed in A and C, but only M/2 kg are processed in each of B1 and B2. Let’s also assume that the surface areas of each equipment item are SAA (for equipment A), SAB1 (for equipment B1), SAB2 (for equipment B2), and SAC (for equipment C).
I will describe two main examples, and then discuss situations where further modifications are required.
For the first example, which I will call Option 1, the approach is to set L3 limits (surface area limits such as mass/unit area) the same for all four equipment items. For those of you not familiar with my shorthand designations – L0, L1, L2, L3, and L4 – for different expressions of limits, please see the September 2012 Cleaning Memo. The first consideration is that in this situation the L1 value (the concentration of residue in the final product processed in equipment C) and L2 value (the total amount of residue in the final product processed in equipment C, and therefore the sum total amount of residue allowed on all product contact surfaces) is independent of whether the batch is split (for B1 and B2) or not. If that is the case (you may have to think about it for a minute to be convinced that it should be the case for this example), then the limit per surface area for surfaces in any of the four processing vessels is calculated as follows:
L3 = L2 / (SAA + SAB1 + SAB2 + SAC)
That is, the L3 limit, in units such as µg/cm2, is just the total amount allowed in the next product divided by the sum of all the surface areas for the involved equipment. If you are skeptical that this is accurate, try it out with a specific example using actual values; once you calculate the L3 value, go backwards by calculating the L2 contribution from each equipment item and then summing the individual values to arrive back at the total L2 value for the final processed product.
The value of this approach is its simplicity. Note that there is nothing in this calculation that limits it to a batch split of 50/50; it works equally well for a split of 60/40 or 75/25. Furthermore, while in my example B1 and B2 were equivalent in size and function, it would make no difference if B1 and B2 were different sizes. Finally, splitting a batch into thirds with processing on three equivalent equipment items would not change the basic calculation. However, let me emphasize that for different split ratios, the applicability of these calculations is based on the assumption that subsequent processing in equipment C involves blending the split batches so that residues are evenly dispersed throughout the final product.
The second example, which I will call Option 2, involves a situation where you don’t want the L3 residue limits to be the same across all equipment items. That is, the L3 limits for A, B1, B2, and C may be all different, so long as the total L2 carryover is achieved. This is, in essence, a type of “stratified sampling” covered in Cleaning Memos of March, April, and May 2010. Those of you not familiar with this concept should consider reviewing those Cleaning Memos. Where this approach differs from those earlier Cleaning Memos is that the earlier ones involved determining compliance by evaluating the actual residue results in a protocol and then determining that the total carryover (total L2) did not exceed the calculated L2. While that approach could theoretically be used in this situation of “batch splitting”, it is not the approach that I will present in this Cleaning Memo. Rather, the approach will be one of setting L3 limits differently for each equipment item such that if the actual values are below the pre-established L3 values, then the total L2 carryover limit will not be exceeded.
What is unusual about this approach is that a variety of combinations of L3 values for the different equipment items could be selected, while still meeting the overall L2 limit.
Mathematically, the presentation is as follows (using the same example previously described):
L2 = (L3ASAA + L3B1SAB1 + L3B2SAB2 + L3CSAC)
That is, assuming I know the surface area values for each of the four equipment items and also the overall L2 value required for the total batch, I select L3 values for each equipment item such that the sum of the products of the surface area and L3 for each item is equal to (or less than) the overall L2. Since I have choices, how do I select values? The best answer is that I would only use this approach if Option 1 is not feasible because there was one (or more) equipment item that was particularly more difficult to clean, such that the Option 1 L3 value for that item could not be achieved consistently. Therefore, I would select L3 values for that item that were somewhat higher than under the Option 1 approach, and correspondingly select L3 values for one (or more) of the other equipment items that were somewhat lower than under the Option 1 approach. Caution should be used in selecting values; I clearly prefer not to select an acceptable L3 value for one item such that that value was significantly above a visually clean criterion. I guess I could do that, but if I did, it may drive the L3 values for the other equipment items unnecessarily low.
One other issue for this Option 2 approach is that if I have different L3 values for different equipment items, I want to make sure my spiked level(s) for my recovery studies are appropriate for the different levels. My recommended approach is to do one recovery study at the highest L3 value, since that higher level represents a worst case (lower percentage) for recovery studies (see the Cleaning Memos for October 2010, July 2009, and July 2007).
Next month, we will consider some more variations on this approach. Remember, I said one key assumption in the Option 1 and Option 2 approaches is that the split batches are subsequently blended so that any residues picked up (namely from B1 and B2, since residues from A will be evenly present in the split batches) are equally present in the final product. The question addressed next month is “What if the batch is split for the final processing step, with no subsequent blending?”.


