

In July 2014, I wrote a Cleaning Memo on the subject of preferential transfer of residues. That is a topic I have subsequently covered in standard seminars and webinars. Another way that I have referred to this topic is “non-uniform contamination”. By “non-uniform contamination” I do not mean that on the cleaned equipment that there are different levels (or amounts) of a given residue on different surfaces within that equipment. That generally is the case, and is part of the basis for selecting “worst case” swab locations. What I mean is non-uniform contamination of the next product made on that cleaned equipment. That is, residues from certain areas of the cleaned equipment may transfer only to a small portion of the next product made. The reason I have tried to use the term “preferential transfer of residues” is so as not to confuse these issues.
The two most common examples of preferential transfer involve vial filling (with liquids) and tablet compression. In this Cleaning Memo we will focus on specific issues in preferential transfer for vial filling with liquid products. In vial filling, residues on the cleaned filling needles and the associated filling equipment are not likely to transfer equally to product in every vial that is filled. For vial filling, residues from the vial filling equipment are likely to transfer by one of two mechanisms. One mechanism is solubility, particularly if the residues are reasonably soluble in the liquid product being filled. A second mechanism is physical action due to the liquid flow (turbulent or non-turbulent). While a strictly physical action is not likely to be in play unless there are significant particles left in the residue (for example, from a liquid emulsion or dispersion), the action due to physical flow may also increase the rate of dissolution of residues on the equipment surfaces. This transfer of residues to the next filled vials may start off immediately high, and then decrease as more vials are filled (see Example A in Figure 1 below, with residue level in the Y-axis and vial number in the X-axis).
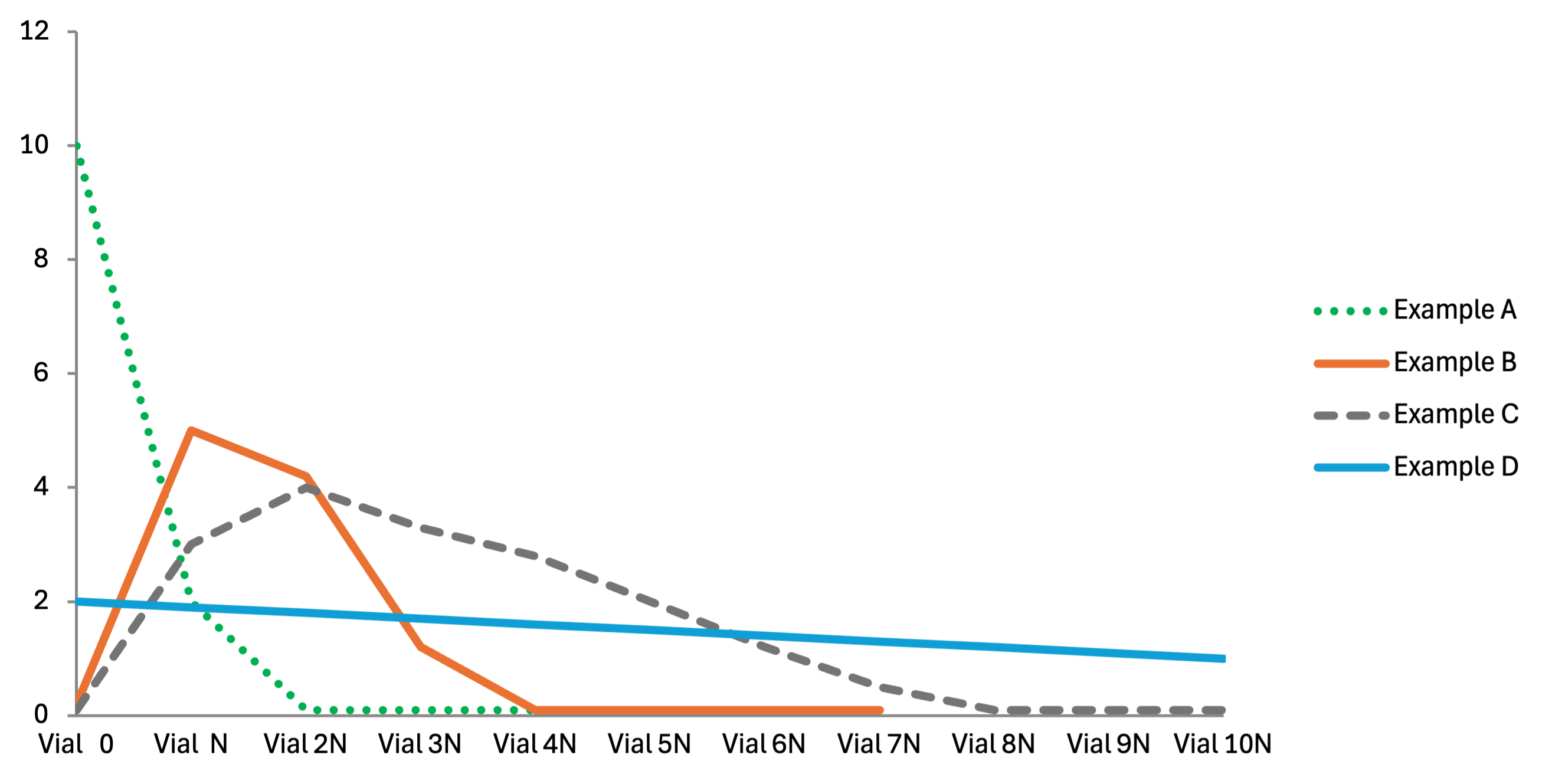
Or, is may start at a low level, increase somewhat, and then subsequently decline (as in the Examples B and C in Figure 1 above). If the transfer as given in Examples B and C were likely, it may significantly increase (as compared to Example A) the determination of number of vials to discard in case of preferential transfer. It is also possible that the transfer may be the same for a large number of vials initially filled (perhaps with a gradual decline as seen in Example D in Figure 1 above). If the transfer as given in Example D were likely, it may be that preferential transfer is not a significant issue.
If preferential transfer were to happen as in scenarios A and B, after a certain number of vials the measured API residue in the liquid product would hopefully be below the L1 limit of that API residue in the liquid product. Now we might not want to complicate things by measuring the API in that next product in that analytical development might be necessary because of the new matrix that would have to be dealt with in a HPLC method. This is one reason why Option A presented below is chosen to deal with that preferential transfer.
In any case, until the lack of any transfer of residues from the surface to the manufactured vials can be clearly established, it is best to address the possibility that it might occur, and use one of several techniques to deal with that possible preferential transfer.
The typical approaches used in vial filling are not unlike the methods covered last month for tablet compression. So, in vial filling we can utilize the reasonable assumption that if preferential transfer occurs, the residues on the cleaned equipment surfaces will be transferred only a certain number of initially processed vials. It is common practice in vial filling to discard a certain volume (or weight) of liquid products of vials before vials are accepted for customer (patient) use. How many vials are discarded will depend on how many are made before the process “lines out” to produce vials of expected consistent quality as determined by quality control tests (such as fill weight consistency). There is no universally applicable number of vials that should be discarded, since this may depend on factors such as formulation, equipment, and process parameters. However, in your facility you probably already have utilized a volume or number of vials for a given product/equipment combination that is to be discarded in initial processing. Note that in the ideal case all product that is discarded must have passed through the reusable filling transfer hoses and the reusable filling needles (assuming that both are possible sources of preferential transfer). If the latter situation is not the case, the number of vials to be discarded would be significantly reduced due to the lower surface area involved in preferential transfer (as in the calculation for Option A below).
In any case, how can you establish that such a current practice of discarding vials is effectively dealing with the possibility of preferential transfer? Four options are presented below, starting with the simplest (no additional analytical measures) to the most complex (involving the possible need for significant analytical method development).
Option A
This is usual approach I have presented in the past. It involves determining the following to be used in Equation 1 (below).
L1: Calculated limit of residue in next product (in mcg/mL)
L3: Calculated limit of residue per surface area (in mcg/sq.cm.)
SA: Surface area involved in preferential transfer (in sq.cm.)
VV: Volume of liquid product in one vial (in mL)
Note that L3 utilizes the cumulative product contact surface area of the entire product train (including mixer, transfer line, storage tank, reusable transfer hoses and reusable filling needles).
Then, the number of required discarded vials to deal with preferential transfer is:
No. of discarded vials = (L3)*(SA) / (L1)*(VV) (Equation 1)
If you are not familiar with the L1, L2, L3, etc. terminology that I typically use for residue limits, please consult the September 2012 Cleaning Memo.
Clearly this approach could be used first if one has not established how many vials should be discarded as the equipment “lines out”. However, this type of calculation may overstate the number of vials to be discarded to deal with preferential transfer. For example, it may depend on the rate of transfer of residue (comparing the transfer rate in the Examples A, B, and C. Just because Equation 1 gives a certain value as to the number to be discarded, if the number to be discarded based on “lining out” of the process is higher, that higher number should be utilized for discarding initial production.
Option B
This option is a new one (at least for me). It requires more evaluation of existing analytical chromatograms provided suitable chromatograms are available. If they are not available, then some analytical testing will be required. However, this generally will not require the development of a new analytical method. In this option, a comparison is made between the impurity profile due to the prior API in the initially produced “good” filled vials and the impurity profile of the mixed product liquid before that liquid is processed on the filling equipment. By “good” I mean those vials which would be accepted by QC and QA as saleable product. The analytical method is the same HPLC method used as part of QC for the liquid formulation. This comparison involves looking at the impurity profiles in the chromatograms in each case (before filling and after filling) to determine if there is any significant difference which could be attributed to the API of the prior active processed on the filling equipment. If preferential transfer on the filling equipment is all made to the discarded vials, then a reasonable assumption is that the impurity profile of the “good” vials should be essentially the same as that of the liquid product before it enters the filling equipment. That comparison may mean that the current practice of discarding vials adequately addresses the issue of preferential transfer.
If in this Option B evaluation there is an indication that the current practice of discarding a fixed number of vials might be insufficient, it may be possible to repeat the evaluation using a larger number of discarded vials.
Finally, in such evaluation using Option B (as well for Option C and Option D), the vials analyzed might be a composite sample containing vials from all locations in multi-head filler.
Option C
This is another option that I don’t think I have ever publically discussed. It involves analyzing the impurity profile of product in vials produced over time. This assumes that you use a method like HPLC to analyze (a) the “beginning” samples of the production batch (those processed immediately after discarding a fixed number of vials as the process lines out), (b) the “end” samples of the production batch, and (c) vials at one or more interval between the beginning and the end. Furthermore, it assumes that the prior manufactured batch on the filler has a different active (API). This means that the product batch evaluated should be limited to the first batch in a campaign.
If this were done, the “beginning” vials tested should be those first vials made after the discarded vials were disposed of; this would insure that any preferential transfer, if it occurred, could be identified in the impurity profile of those initial “good” vials. Note further that all the processing steps (including mixing, transfer, and storage tank) are preferably on equipment that had previously processed the same prior product with a different API. The reason for this latter stipulation is that the product in the filled vial might also contain transferred residues from those earlier processing steps (such as from mixing), and those transferred API residues should form a baseline concentration in the next product. It is preferable to deal only with one prior API, rather than having one prior API residue from mixing and a different prior API residue from the storage tank.
If such an Option C evaluation is done in a prospective manner, it might also be helpful to also do an impurity profile on one or more portions of the discarded vials but preferably on the initially discarded vials. This way it might be possible to measure higher levels of preferentially transferred residue in those discarded vials. If a significant improvement in the impurity peak due to the prior API were seen in going from the discarded vials to the initially “good” vials, and if there is no change in the impurity profile from the beginning and end of “good” vials, then it is a reasonable conclusion that (a) preferential transfer does in fact occur and (b) the current practice of discarding vials adequately addresses the issue of preferential transfer.
Option D
A fourth option is actually to measure residues in the initially produced vials to see if the residue in the liquid product in filled vials is below the calculated L1 limit (for example, in mcg/mL). This is generally not a preferred approach because you are quantitatively measuring residue of the previous active in the new product (and we know that measuring residues at low levels in water or a solvent is difficult enough without having to address new possible interference sources). It may not be likely that a validated analytical method for the prior API in the prior formulation would be suitable, but if so you would have to demonstrate that fact. Therefore, it may involve significant effort to develop an analytical method to measure the residue of the previous API in the processed vials. The residue limit in the analytical sample for the product itself may also be much lower than the residue L4 limit typically used in a swab sample, because the latter involves a direct measure of liquid product in the vial as compared to collection of residue from the surface and extracting a swab in a fixed volume of relatively pure solvent. This is one reason why for cleaning validation purposes, it is preferable to focus on the measured residue captured from cleaned equipment surfaces rather than directly measuring residues in the next product.
Final Comments
All these evaluations assume that residues on the product contact equipment surfaces are preferentially transferred to first number of vials processed. If the residue of the prior API were to transfer uniformly (that is, the same amount transferred to the first vials as to the last vials), then preferential transfer does not occur, and these evaluations can be ignored (although you may still discard an initial number of vials for other product quality concerns). If residues come off evenly, then preferential transfer is not an issue. If the residue comes off randomly (say only after 100,000 vials are processed), there is no logical way to deal with this situation (although not likely for vial filling equipment).
If the number of vials that should be discarded is found to be more than more than your current practice, then there are two options. One possibility is to discard more vials. Another possibility is to use Option A and make the prior cleaning process L3 limit for the filling equipment involved in preferential transfer (that is, the equipment involved in the surface area value you used in the calculation) more stringent than the rest of the equipment train (the “rest” includes mixer, transfer line, and storage tank). If the L3 for the filler is halved, the number of vials determined in Equation 1 is also cut in half. Of course, this also means that the cleaning process for the filling equipment product-contact surfaces may have to be improved, and/or that the LOD/LOQ of the analytical method might have to be lowered.
Note also that in some situations, the product contact parts of the filler (such as filling needles) may be dedicated to only one formulation. In that situation, the surface areas of the filling needles would not be include in the surface area involved in preferential transfer, and concerns about preferential transfer from those surfaces may be eliminated.
Also, for Options B, C, and D where product in vials is being analyzed, make sure that any equipment used to prepare the product for analysis does not have residues that might interfere with the analysis by providing another source of unknown peaks in the chromatogram. For example, nay analytical testing used should be “double cleaned” with a thorough rinse, optionally followed by an ultra-pure acetone rinse. In any case, a blank sample should be run side-by-side to help assure no extraneous interferences due to that analytical testing equipment.
Finally, as you read this Cleaning Memo, make sure you distinguish between Examples A, B, C and D and Options A, B, C, and D.
The purpose of this Cleaning Memo is for me to have a document to refer individuals to when I am asked questions about preferential transfer in vial filling.
Copyright © 2025 by Cleaning Validation Technologies


